Nejčastější problémy s tiskem
1. Chyby s podložkou

První vrstva materiálu se musí pevně přichytit k podložce. Pokud se tak nestane, doporučujeme nepokračovat v tisku (hrozí částečná nebo úplná deformace výrobku).
Nevyrovnání – pokud je podložka nesprávně vyrovnaná, povrch spodní vrstvy je nesprávně uzavřen, materiál není správně spojen, může to vést k dalším chybám jako odtržení výtisku.
Řešení: vyrovnání podložky, kompenzace malé nerovnosti tiskem na raft, tj. několik silnějších vrstev, které vytvoří vyrovnanou tiskovou plochu a následný tisk by měl držet v pořádku.
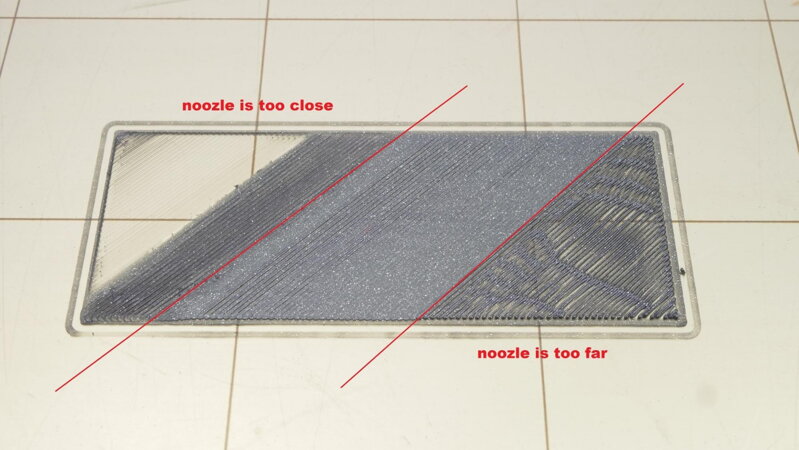
Nesprávná výška podložky - tryska je příliš blízko podložky. Pokud není dostatek prostoru mezi tryskou a podložkou, aby mohl z trysky vytékat obsah, stane se, že se první nebo i druhá vrstva nevytiskne, a vytiskne se až následující.
Řešení: kalibrace podložky, úprava nastavení sliceru.
Teplota/chlazení podložky – pokud není podložka dostatečně nahřátá, materiál z trysky se k podložce nepřilne. Při tisknu spodních vrstev nepoužívat ochlazení výtisku.
Řešení: zvýšení teploty podložky.
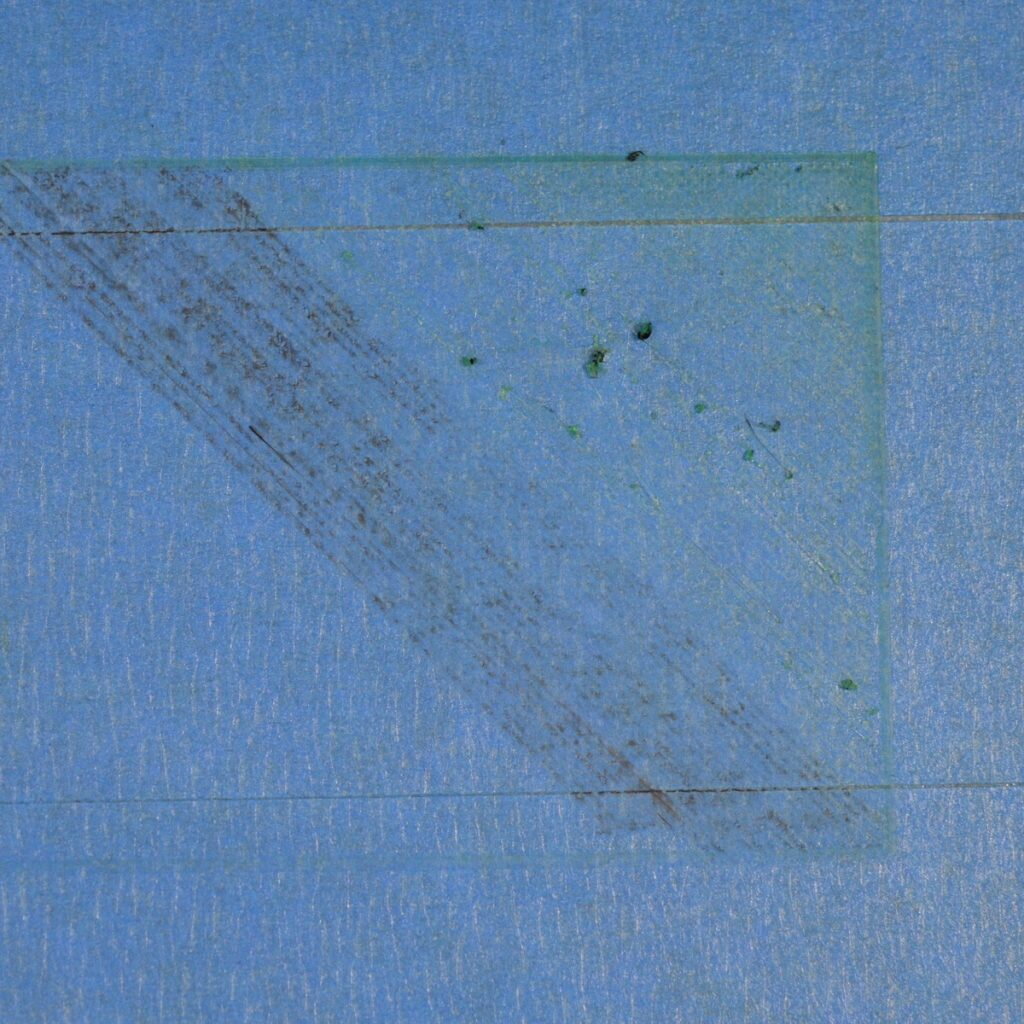
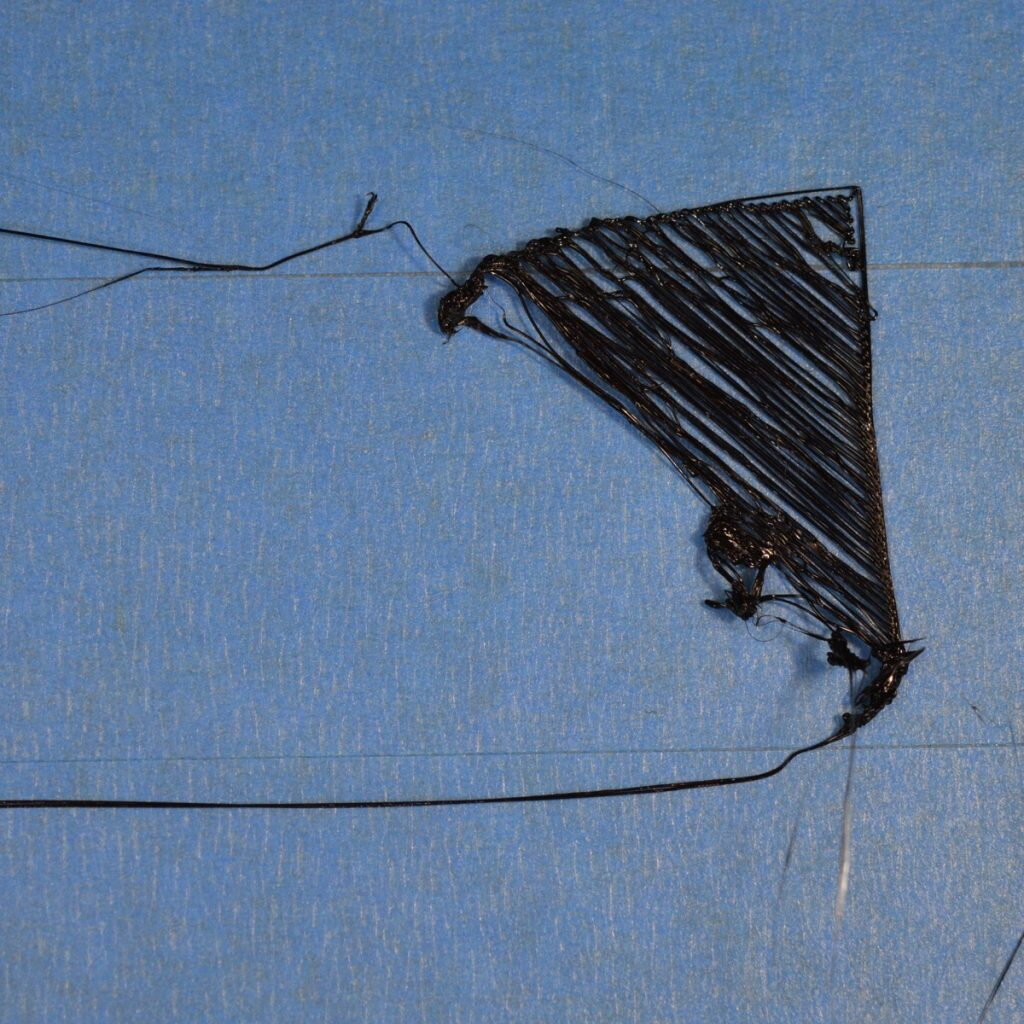
Chyba adheze – špatná přilnavost vede ke zvedání rohu výtisku, nebo až k samotnému utržení výtisku během tisku.
Řešení: pro materiál PLA je vyhovující tisknout na tuhé lepidlo v tubě značky Kores nebo TESA, případně na modrou pásku od firmy 3M. Nejvíce se nám i spoustě našich klientů osvědčil 3DLAC.
2. Chyby materiálu

Mezi nejčastější chyby začínajících uživatelů 3D tiskáren lze zařadit také to, že při startu tisku není materiál nebo že tiskárna při tisku přestane tlačit materiál. Nejprve se proto ujistěte, že je tisková struna zavedena do extruderu.
Chyba extruderu 1 – nebyl připraven k tisku. Před začátkem tisku při nahřívání a po skončení tisku z nahřátého nečinného extruderu vyteče jeho obsah (tzv. oozing), v trysce zůstane prázdný prostor, než se zaplní materiálem a začne správně vytékat.
Řešení: nastavení volby Skirt ve sliceru (kolem výtisku se vytiskne tenký pruh materiálu).
Chyba trysky – tryska je příliš blízko podložky. Pokud není dostatek prostoru mezi tryskou a podložkou, aby mohl z trysky vytékat obsah, může dojít k tomu, že se první nebo i druhá vrstva nevytiskne, a vytiskne se až vrstva následující.
Řešení: kalibrace podložky, úprava nastavení sliceru.
Chyba v posunu filamentu – posun filamentu ve většině tiskáren probíhá pomocí malého ozubeného kolečka v extruderu. Pokud dojde k zaseknutí filamentu na cívce, může toto ozubené kolečko poškodit filament tak, že už není schopno dále s filamentem pohybovat.
Řešení: kontrola cívky s filamentem.
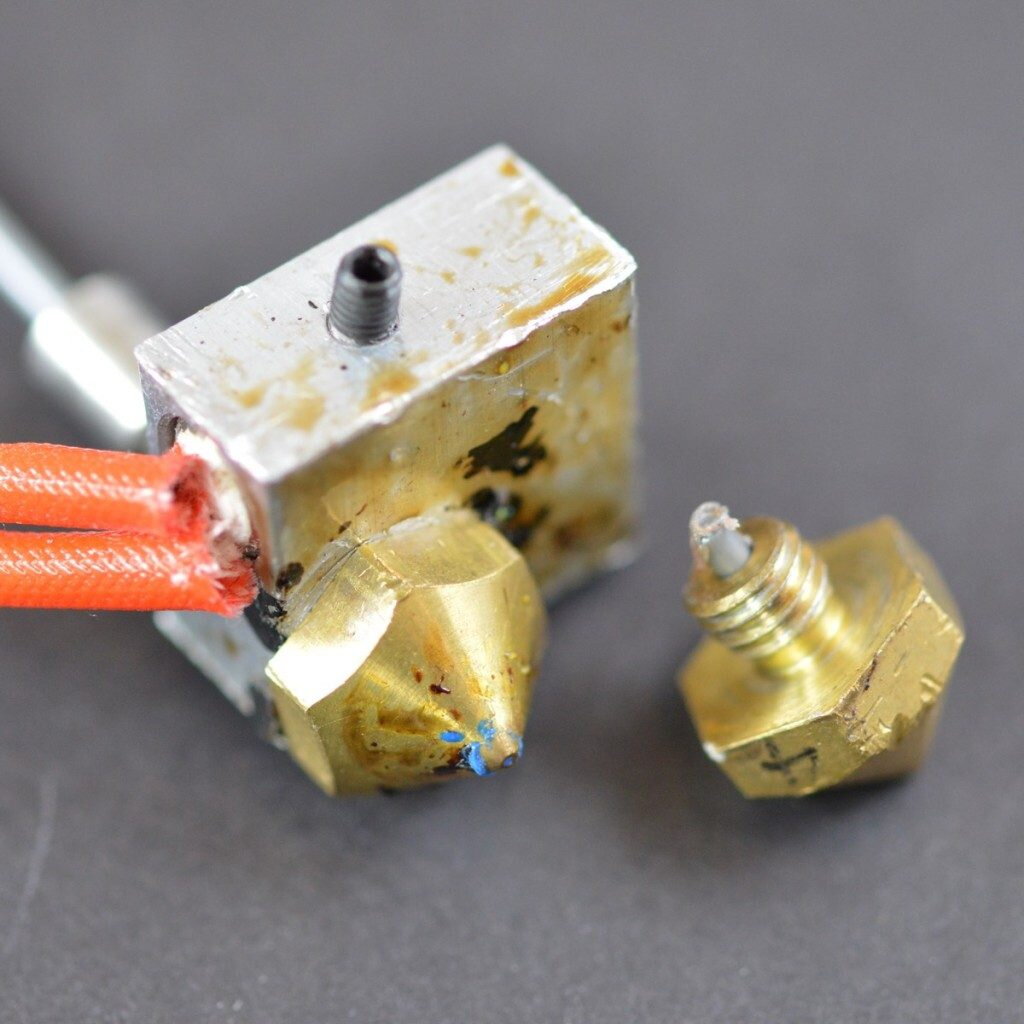
Chyba extruderu 2 – ucpání extruderu vniknutím cizího předmětu (např. nekvalitní filament, v extruderu zůstane dlouho nečinný horký materiál, prach).
Řešení: kompletní demontáž a vyčištění extruderu.
Přehřátí elektroniky motoru – při nedostatečném ochlazení motoru extruderu, může dojít k přehřátí jeho elektroniky a následně k odpojení motoru.
Špatná extruze – nevhodně dávkovaný materiál, přebytek/nadbytek. Způsobeno špatnou kalibrací extruderu, přicpanou tryskou, špatně zvoleným průměrem a velikostí trysky, případně neodpovídajícím násobkem extruze (extrusion multiplier).
Řešení: kalibrace extruderu, kontrola nastavení velikosti a průměru trysky.
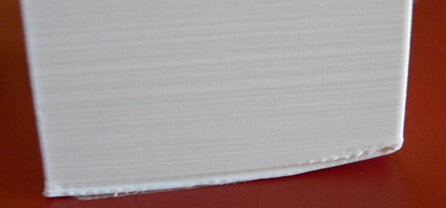
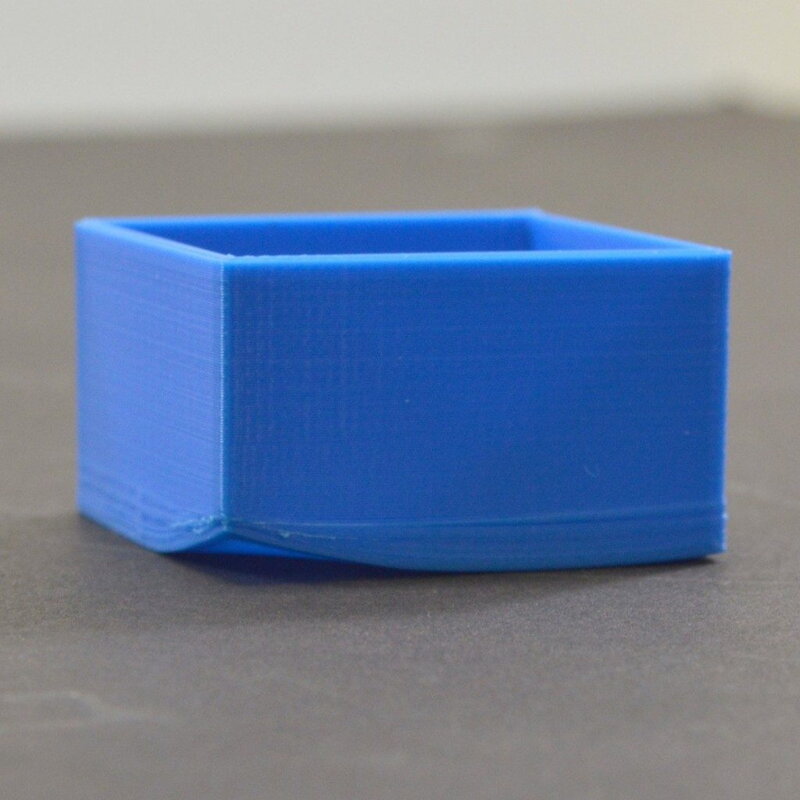
"Sloní noha" – rozšíření spodních vrstev oproti dalším. Nejčastěji způsobeno nesprávným chlazením výtisku. Nebo nesprávnou výškou první vrstvy, kdy je materiál roztlačen do stran.
3. Chyby tiskárny
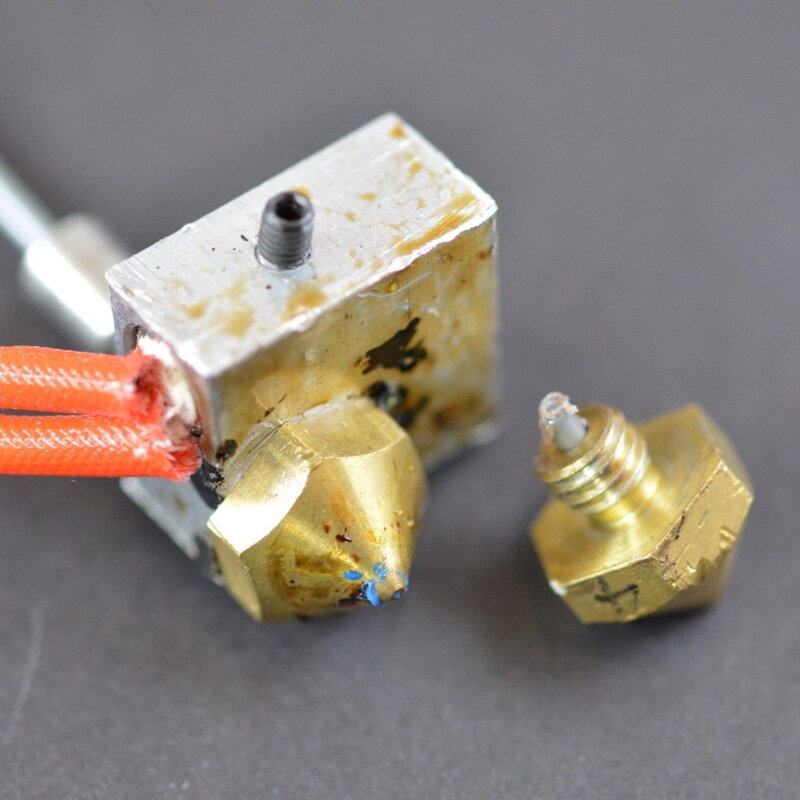
Ucpaná tryska – trysky mají velmi malý otvor, proto může dojít k situaci, kdy extruder není schopen plast tryskou protlačit.
Řešení: manuální vtlačení struny do extruderu, znovu zavedení struny do extruderu, vyčištění trysky (zahřátí na teplotu kolem 100°C a manuální vytlačení materiálu shora, nebo vsunutí kytarové struny E ze spodní strany do trysky, nebo vyšroubování trysky a její vyčištění).
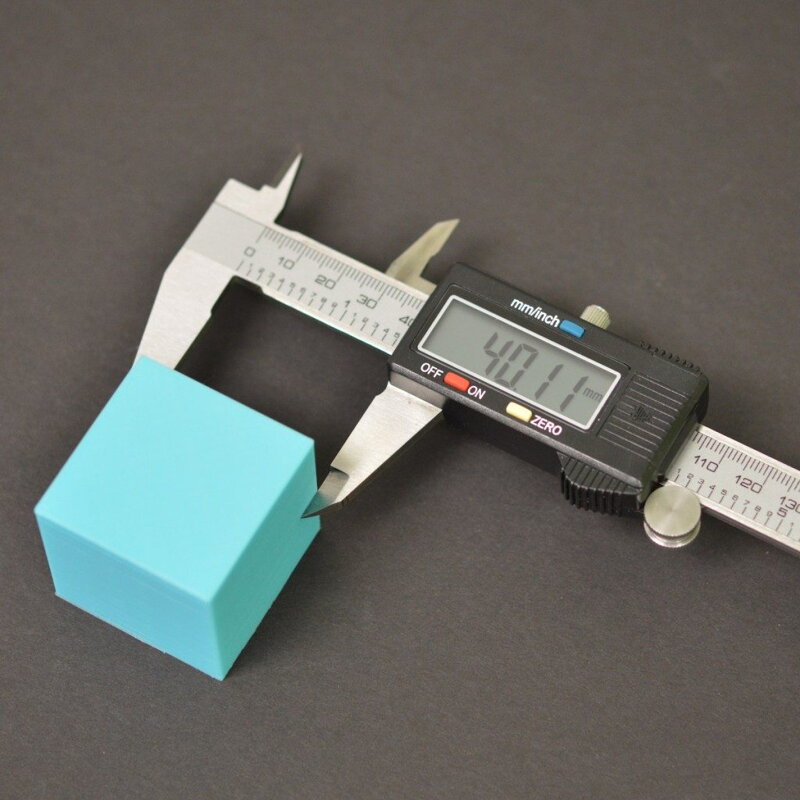
Nesouhlasící rozměry výtisku / Oválnost kruhových otvorů – může být způsobeno nesprávnou kalibrací os XY, uvolněnou řemenicí, nenapnutými řemeny.
Řešení: kalibrace os, přitáhnutí řemenice, napnutí/výměna řemene.
Posunuté vrstvy – způsobené rychlým pohybem tiskové hlavy, mechanickou nebo elektronickou závadou (nedostatek proudu, přehřátí obvodu,...).
Řešení: snížení rychlosti tisku o 50 %, výměna řemenu, dotažení jistících šroubů na řemenicích, v případě závady v jedné větvi postupně vyměňujte části s fungující větví a tím naleznete vadnou část.
Přehřívání – pokud prodleva mezi nanášením jednotlivých vrstev není stejná nebo je vyšší než doba k ochlazení materiálu, dochází k deformaci výtisku.
Řešení: dodatečné chlazení (pokud je takovým zařízením Vaše tiskárna vybavena), snížení extrudovaného materiálu, snížení rychlosti tisku, tisk dvou výrobků současně.
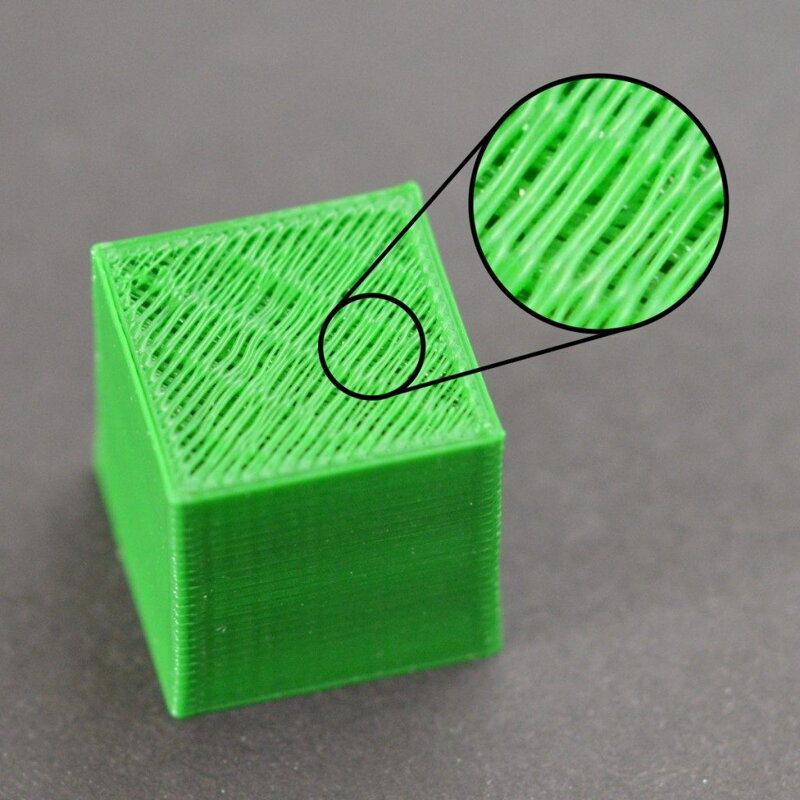
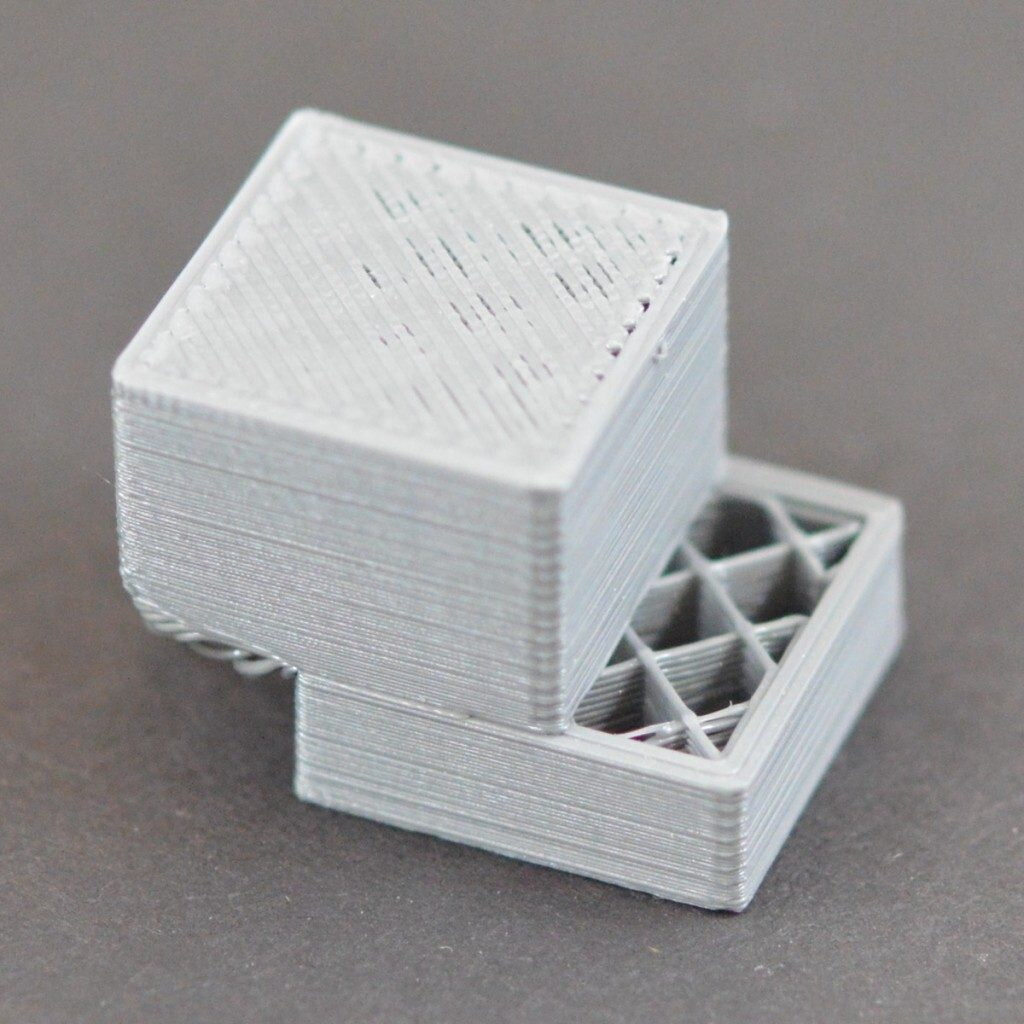
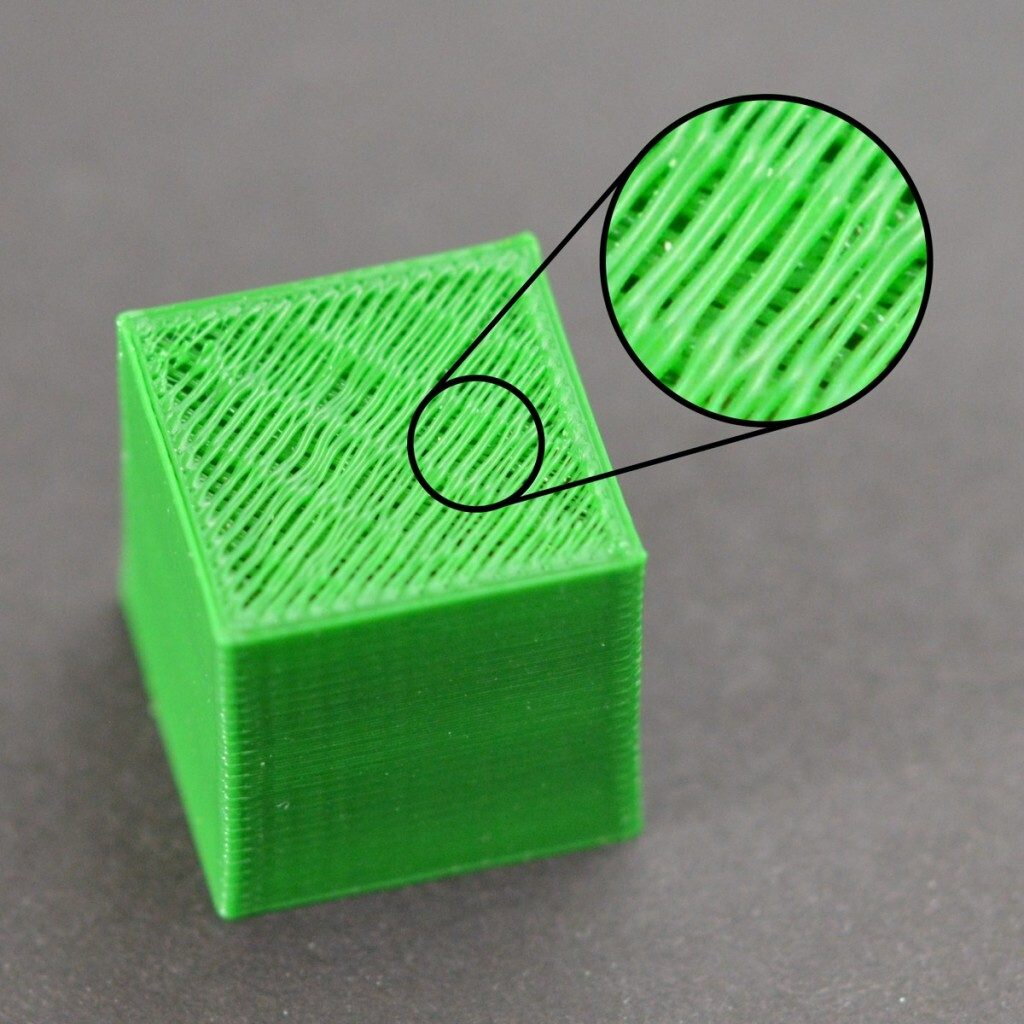
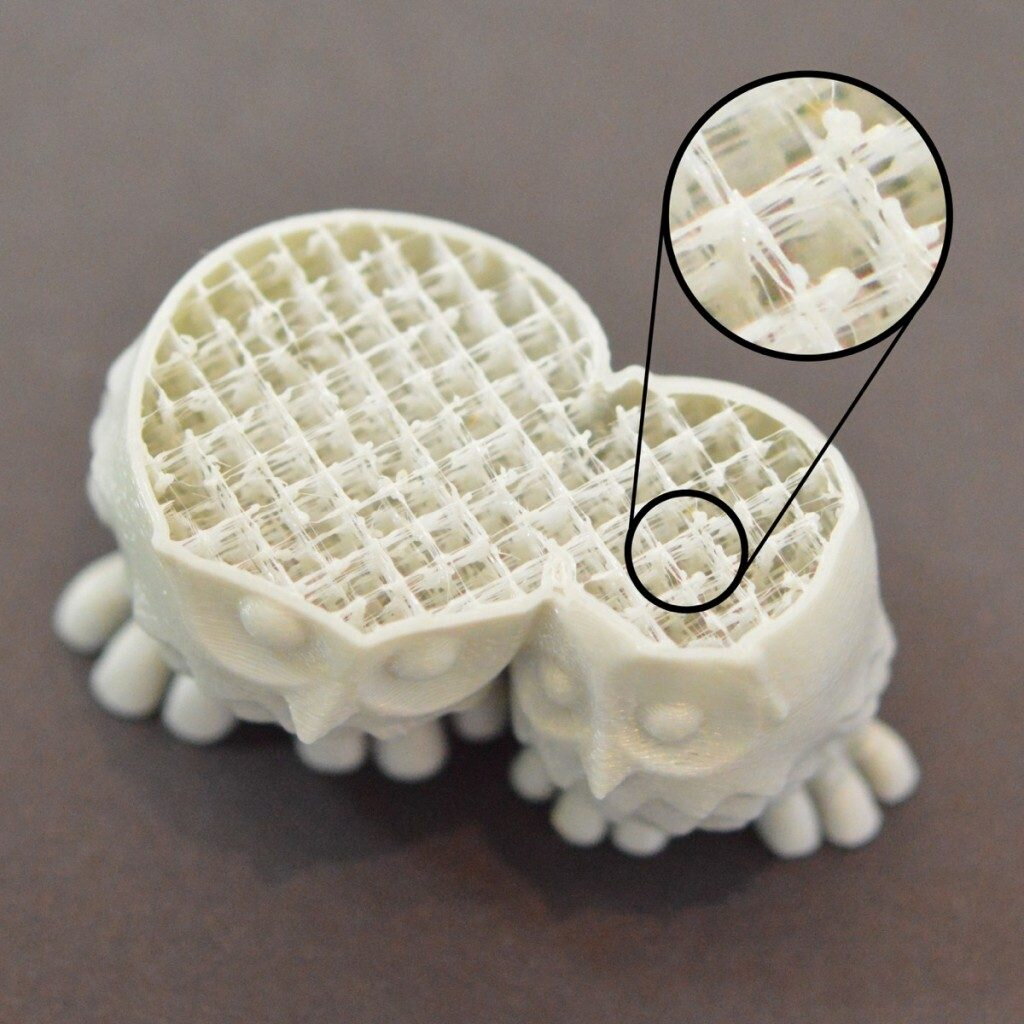
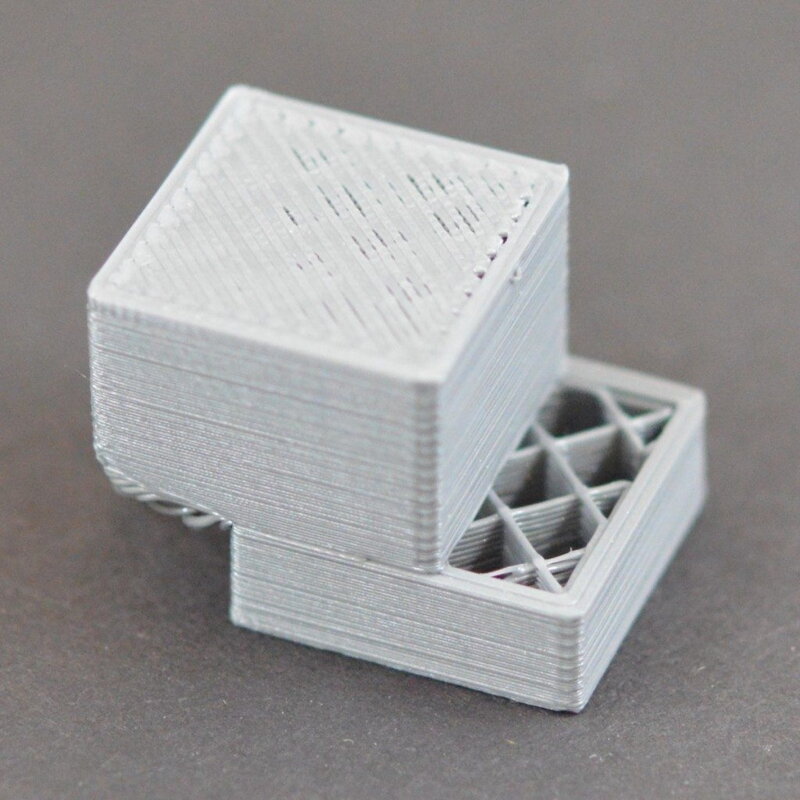
Díry a mezery ve vrchní vrstvě – z důvodu úspory materiálu má většina výtisků pouze pevný obal a uvnitř podpěry. Jedná se o infill udávaný v %. Při nesprávném nastavení mohou být horní vrstvy nepevné a s otvory nebo mezerami.
Řešení: dostatečný počet horních vrstev (tloušťka vrchní stěny cca 0,5 mm), zvýšení procenta výplně, propadání materiálu může zamezit nucené ochlazování výrobku, kontrola množství tiskového materiálu.
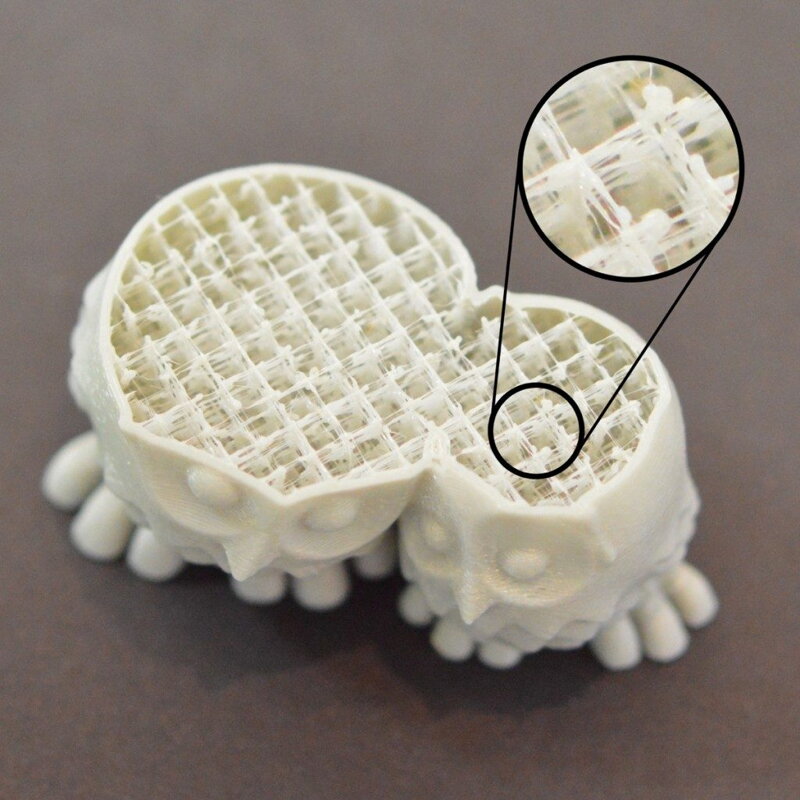
Výplň modelu – pokud je příliš slabá, může docházet k deformaci výrobku, neboť výplň propojuje stěny konstrukce a podpírá horní vrstvy.
Řešení: nastavení tvaru výplně, rychlosti tisku výplně, hustoty a tloušťky výplně.
Mezery mezi vnější vrstvou a výplní modelu – vzniklé otvory způsobují menší pevnost výrobku.
Řešení: překrývání vnější vrstvy a výplně pomocí nastavení Outline overlap, snížení rychlosti tisku výplně.
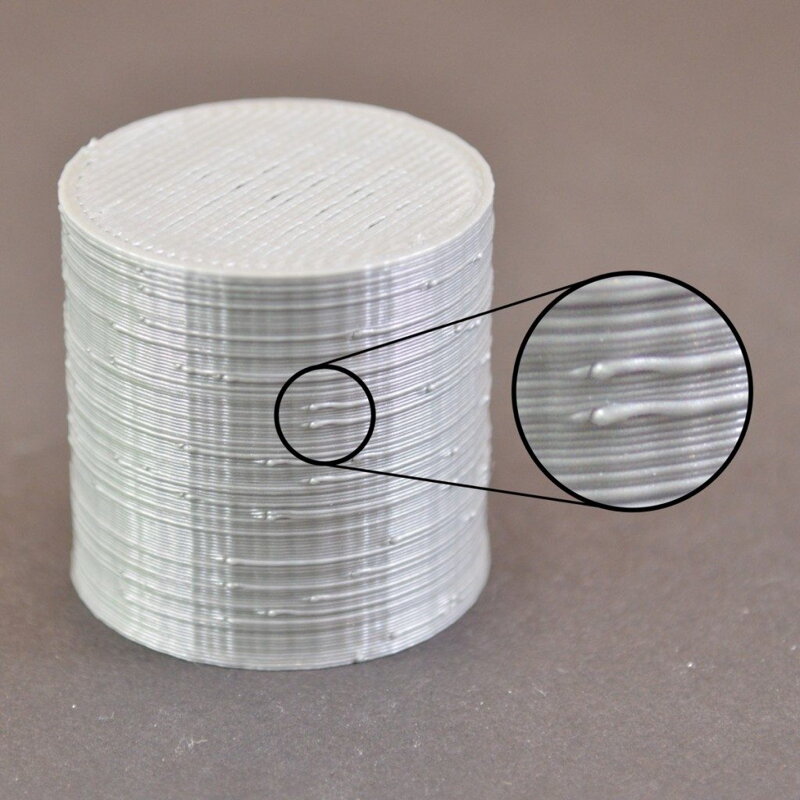
Nedostatky na povrchu – kapky, čáry na vnější vrstvě mohou vznikat vyčkáváním na přesun hlavy a opětovném spuštění výtlaku.
Řešení: na začátku tisku nastavení retrakce ve sliceru – Extra lenghth on restart / Extra restart distance (změna délky navrácené tiskové struny do extruderu), při dokončování Coasting / Retract amount before wipe (odstavení extruderu před dokončením tisku); vyhněte se zbytečným retrakcím, retrakce v pohybu/čistící pohyb, výběr místa startu a cíle; kontrola množství extrudovaného materiálu, nastavení funkce Z-hop (před každým pohybem zvedne hlavu o nastavenou vzdálenost, pak provede přesun, a pak teprve provede hlavu do původní úrovně).
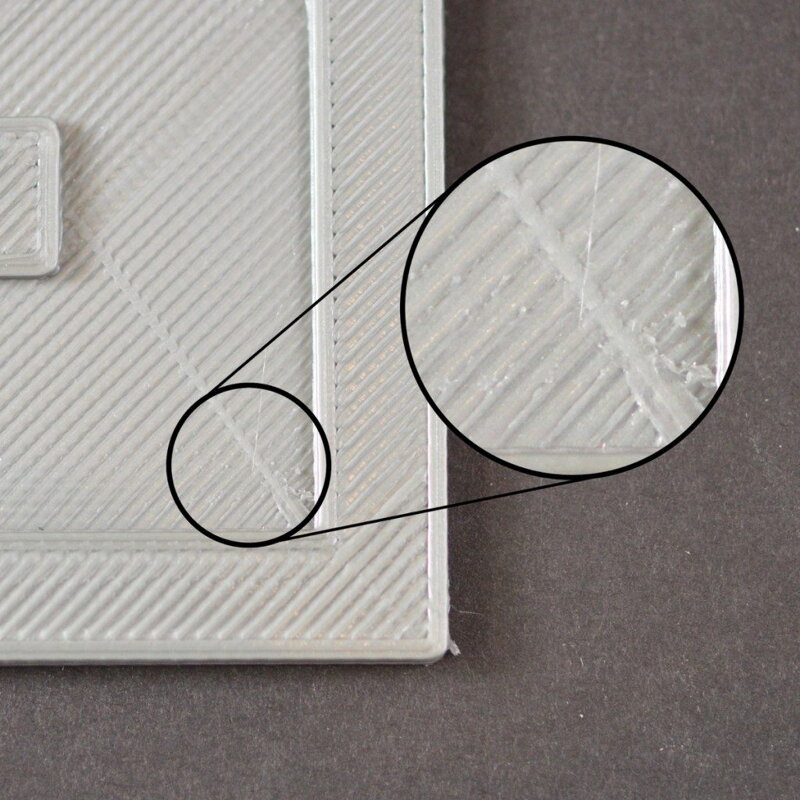
Linky na boční straně výtisku – pokud není boční strana výrobku jednolitá, hladká a bez výstupků, dochází k nekonzistentnímu vytlačování, teplotním rozdílům, kdy kolísání teploty v extruderu může ovlivnit výslednou kvalitu tisku, případně se může jednat o mechanickou závadu v pohybu podložky nebo pohybu hlavy v ose Z.
Řešení: v případě kolísání teploty kontaktujte výrobce (při kolísání o více než +/- 2°C).
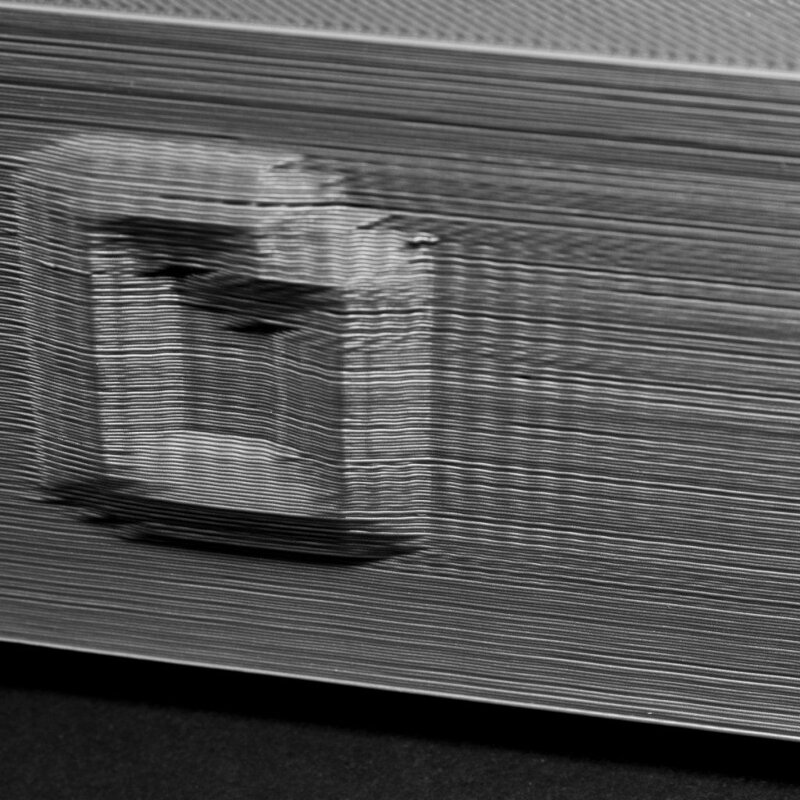
Rozechvělé struktury – mohou vznikat jako projev vibrací a zvonění při náhlé změně směru tiskové hlavy.
Řešení: snížení rychlosti pohybu tiskové hlavy, změna nastavení akcelerace (omezení vibrací vzniklých náhlou změnou směru hlavy), kontrola opotřebení kluzkých částí, řemene, pevnosti šroubovaných spojů.

Mezery v tenkých stěnách – mohou vzniknout při tisku velmi tenkých stěn.
Řešení: snížení rychlosti tisku mezer, úprava tloušťky čáry a množství extrudovaného materiálu, výměna trysky, změna průměru trysky, změna nastavení tisku těchto stěn.
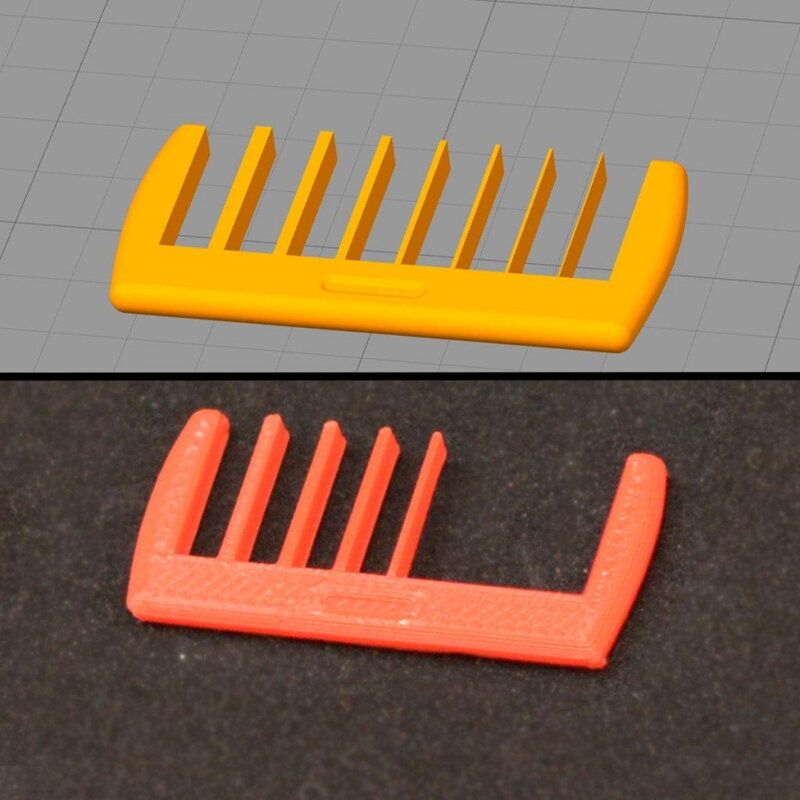
Malé části nejsou vytisknuty – nastane v případě, že objekt bude mít menší tloušťku než je průměr trysky.
Řešení: nastavit ve sliceru možnost Single extrusion walls, upravení modelu tak, aby byl větších rozměrů než průměr trysky, výměna trysky za trysku s jiným průměrem.
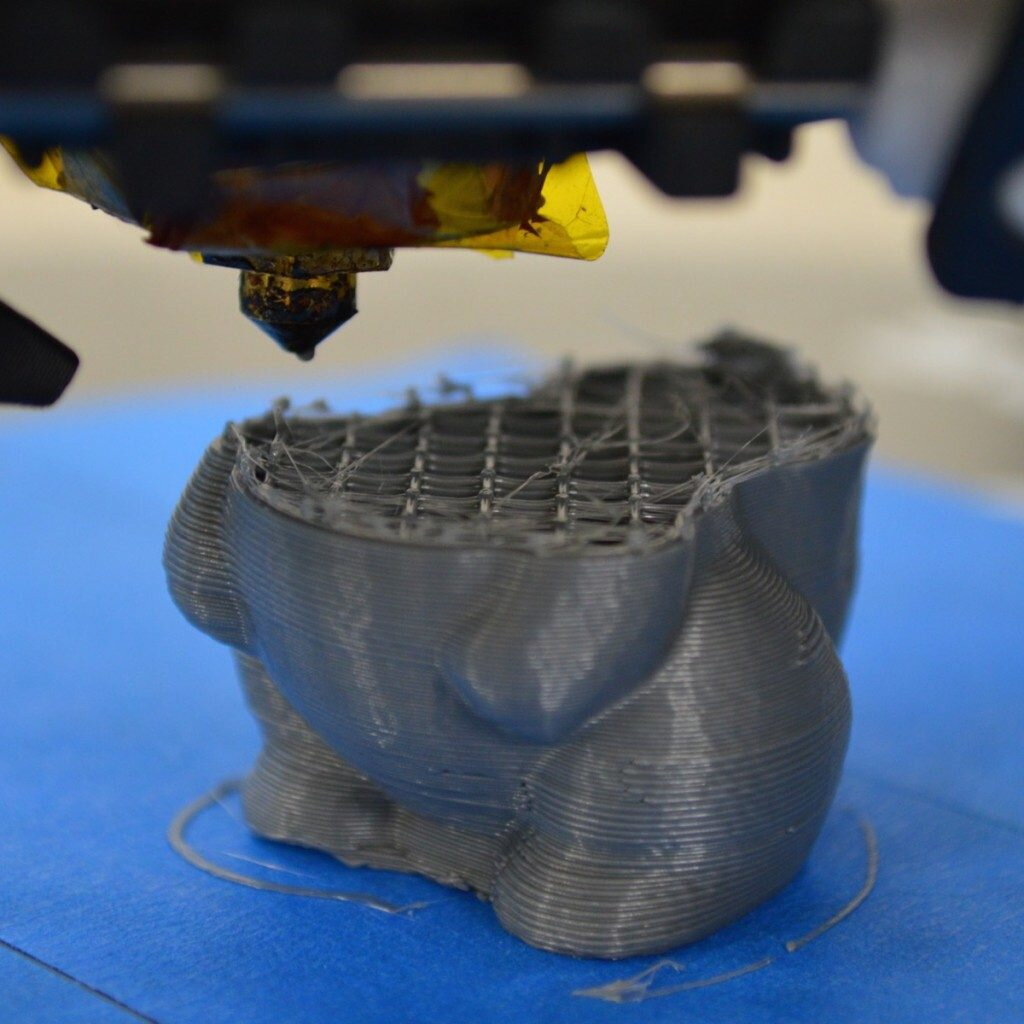
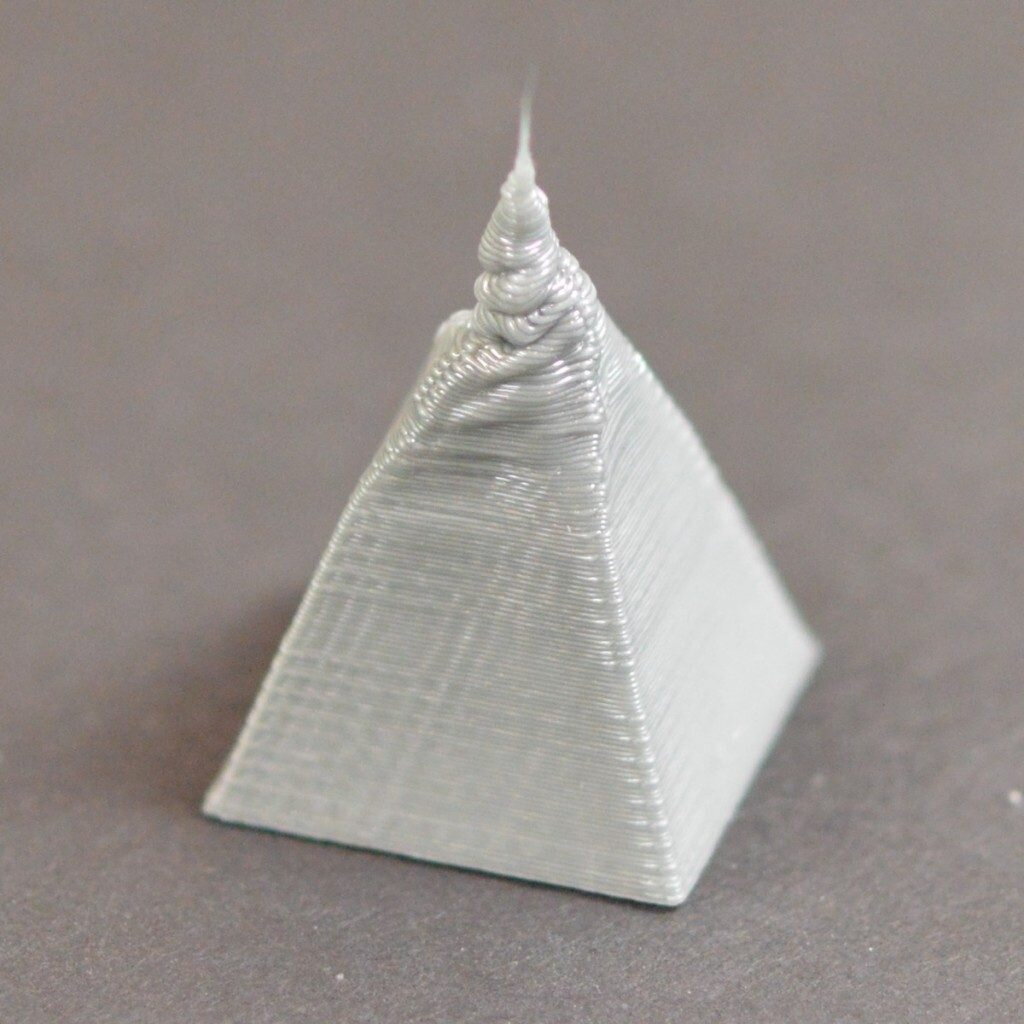
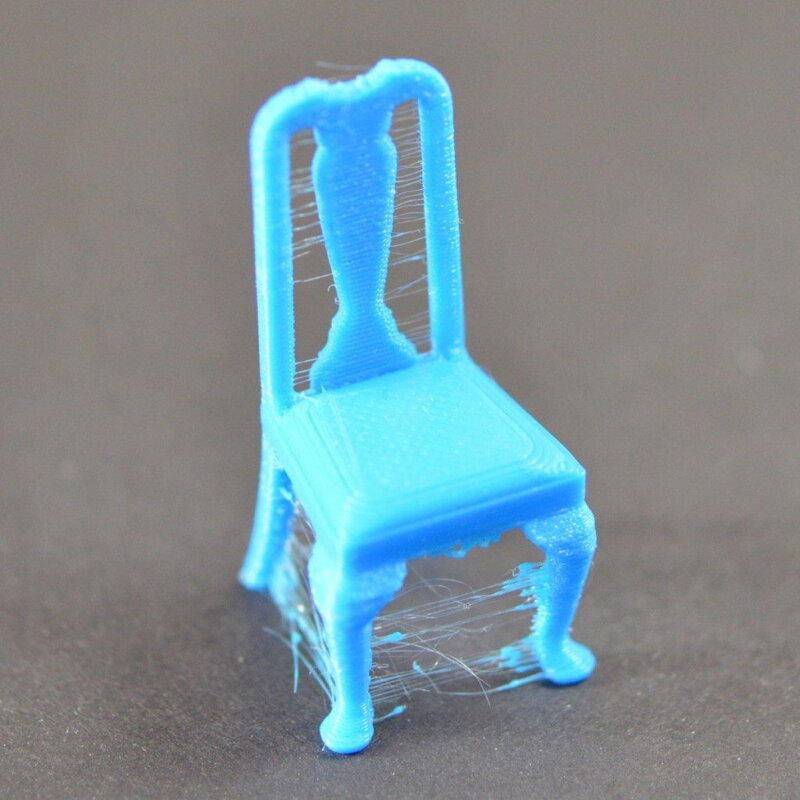
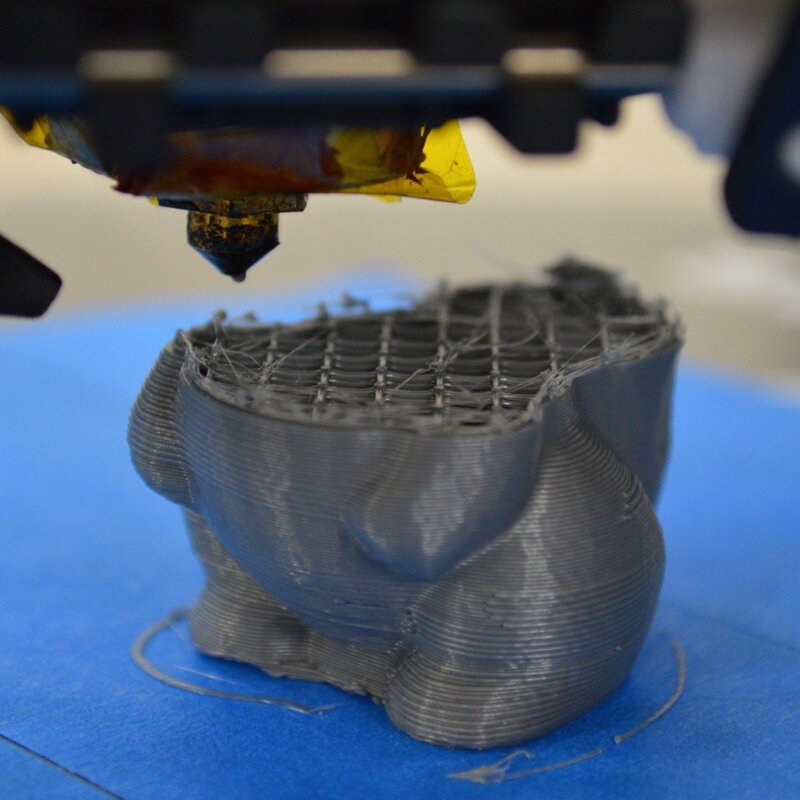
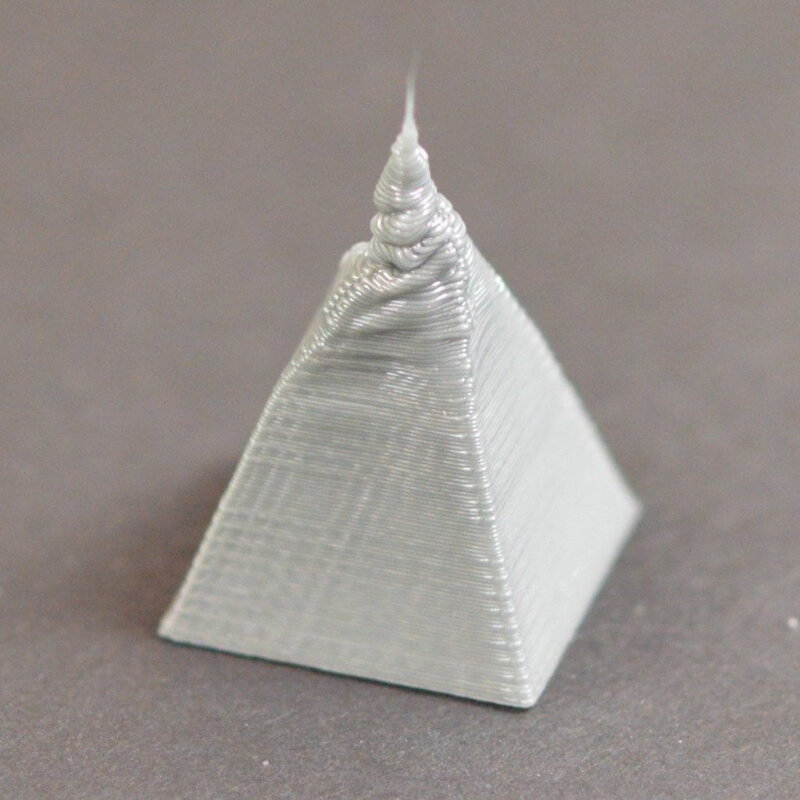
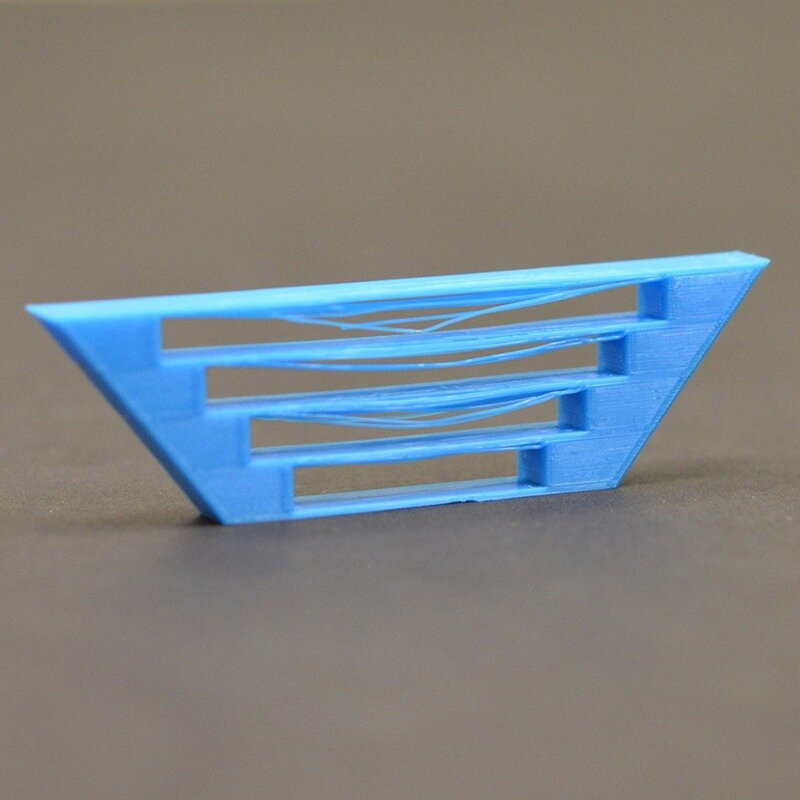
"Oozing" – stringing, whikers nebo chlupatý tisk. Mezi pevnými body modelu zůstávají tenké nitky materiálu.
Řešení: nastavení délky retrakce (extrudery s posunem struny přímo v tiskové hlavě 0,5 – 2 mm, extrudery s bowdenem cca 15 mm), rychlosti retrakce (1 200 – 6 000 mm/min, tj. 20 – 100 mm/s), zvýšení procenta výplně, teplota extruderu (snížení o 5 – 10°C), předcházení dlouhých vzdáleností (pohyb trysky nad volným prostorem je co nejkratší), zvýšení rychlosti pohybu hlavy nad prázdným prostorem.
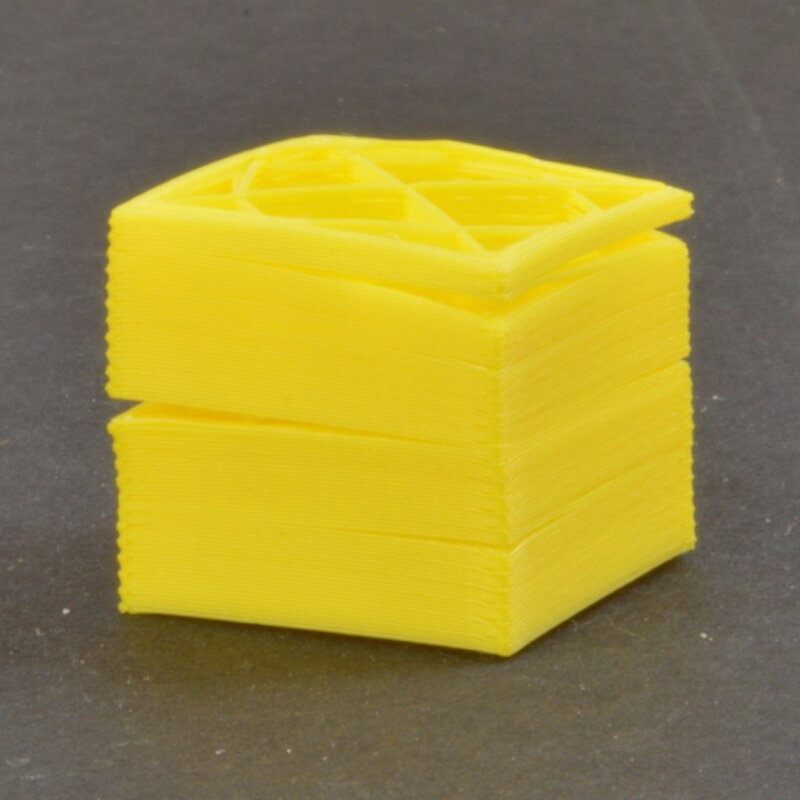
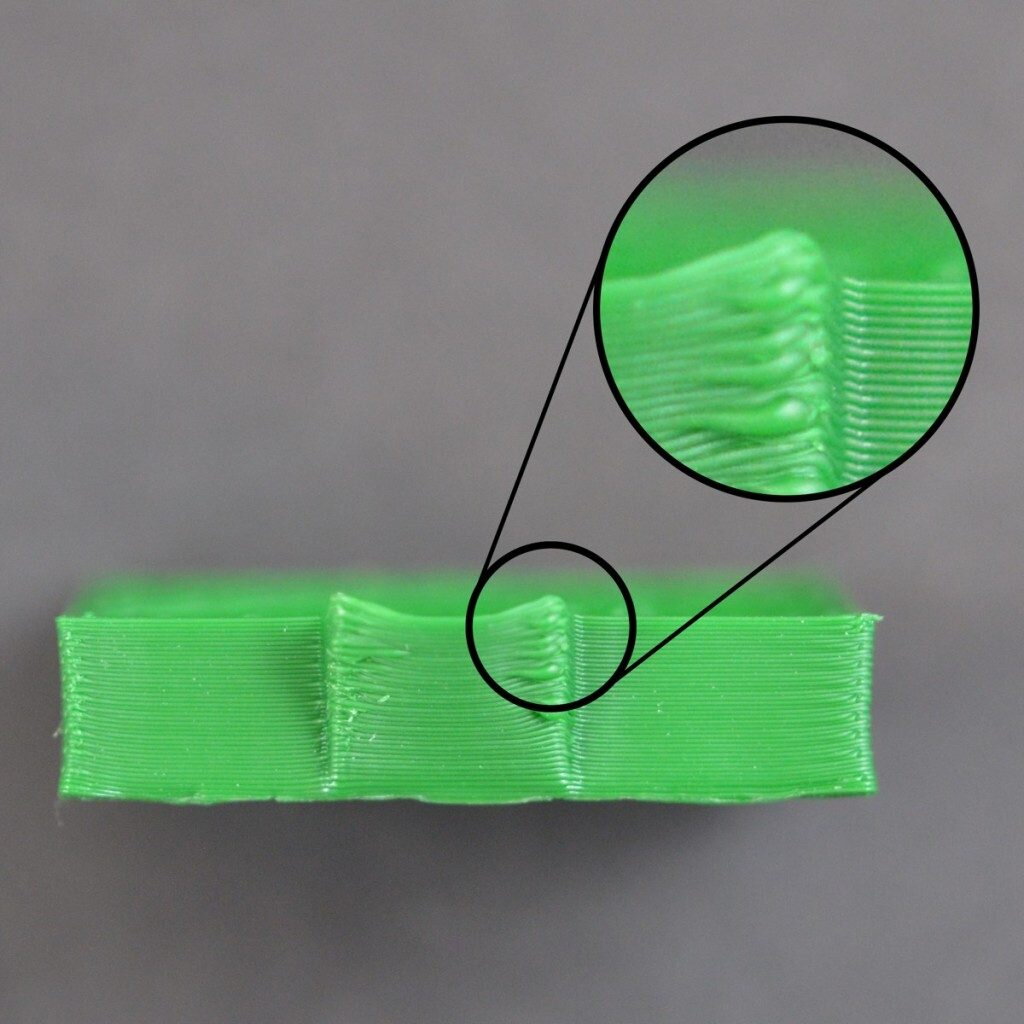
Vrstvy nedrží pohromadě – pokud se další vrstva nespojí s předchozí vrstvou, dojde k rozpadání výrobku. Může být způsobeno velkou tloušťkou vrstvy nebo nízkou teplotou.
Řešení: úprava tloušťky vrstev (tloušťka vrstvy by měla být vždy o asi 20 % nižší než průměr trysky), zvýšení teploty extruderu (teploty pro PLA jsou 190 - 210°C, pro ABS 220 - 240°C, TPE/TPU 245 - 255 °C).
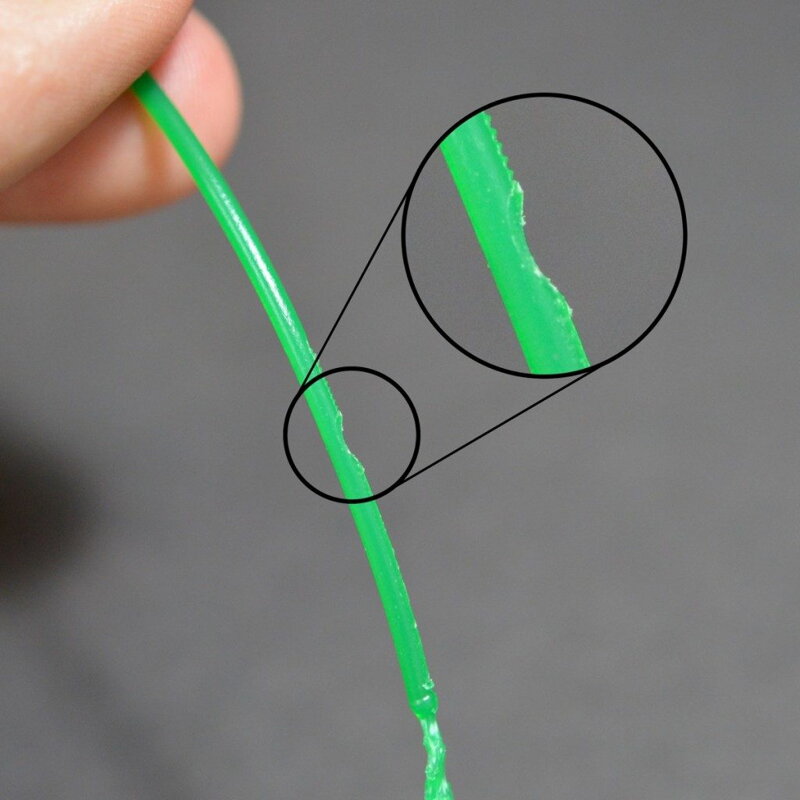
Poškozený filament – „ožvýkaný", vznikne kvůli tlaku ozubeného kolečka v extruderu při posunu filamentu agresivním nastavením retrakce, nízkou teplotou, vysokou rychlostí tisku nebo ucpanou tryskou.
Řešení: snížení rychlosti retrakce, zvýšení teploty extruderu, snížení rychlosti tisku, kontrola trysky.
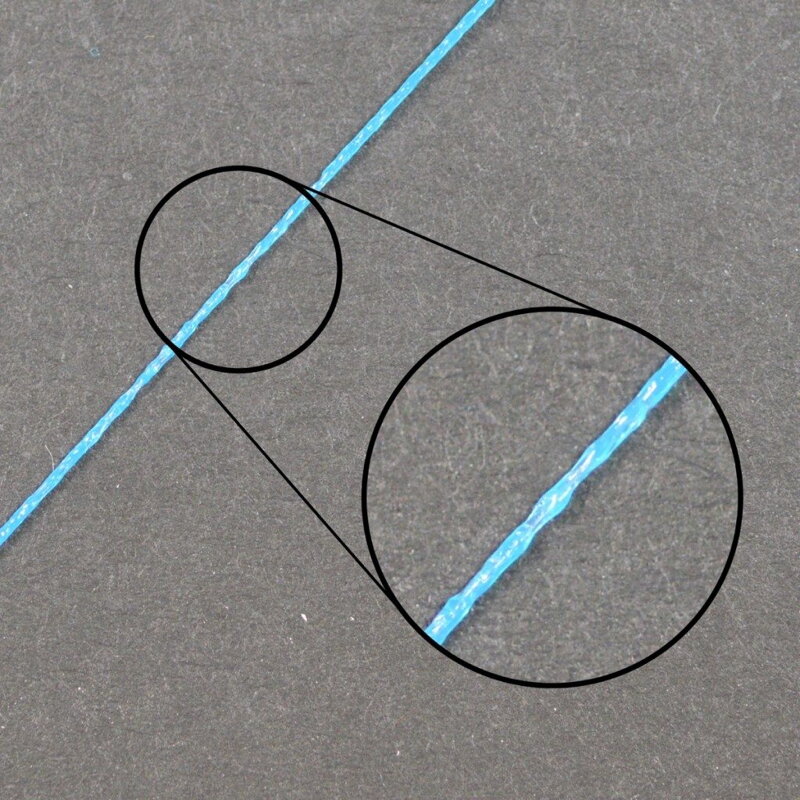
Nekonzistentní vytlačování – konzistentnost lze ověřit jednoduchým testem na tisku rovné čáry. Pokud je vytisknutá čára v některých místech tlustší než jinde, jedná se o nekonzistentní vytlačování.
Řešení: kontrola pohyblivosti tiskové struny (po celé délce od extruderu až po cívku, vč. volného odvíjení z cívky), kontrola průchodnosti trysky, nastavení výšky vrstvy (pokud je nízká výška, nemá materiál možnost odtékat z trysky), nastavení šířky výtlaku (hodnota v rozmezí 100 – 150 %), kvalitní tisková struna, kontrola průchodnosti extruderu, podavače, unašeče, funkce motoru extruderu a řídicí elektroniky.
Deformace – vzniká v průběhu tisku větších modelů z teplotně náročnějších materiálů.
Řešení: použití vyhřívané podložky (s teplotou 100 – 120°C), vypnutí chlazení výrobku, použití vhodného krytu tiskárny a vytápění, přidáním okraje nebo raftu k objektu, který pomůže udržet objekt na podložce.
Špatné přemostění „bridging"- tisk vrstev bez podpěr. U překlenovacích vrstev vzniká prohýbání nebo klesání.
Řešení: první vrstva by měla být provedena s nižším tokem materiálu, nastavení rychlosti ventilátoru (vyladění rychlosti tisku mostů), změna orientace modelu tak, abyste se nemuseli o mosty nebo podpěry starat.

Nekvalitní povrch nad podpěrami – pokud máte model nebo jeho část, pod kterou nic není, lze pod tyto části vytisknout podpory, které lze jednoduše oddělit od finálního výrobku.
Řešení: změna orientace modelu tak, abyste se nemuseli o mosty nebo podpěry starat, zmenšení mezery mezi podpěrami a objektem, vyladění přemostění, zvýšení rychlosti ventilátoru, mírné snížení teploty tisku, snížení rychlosti tisku.
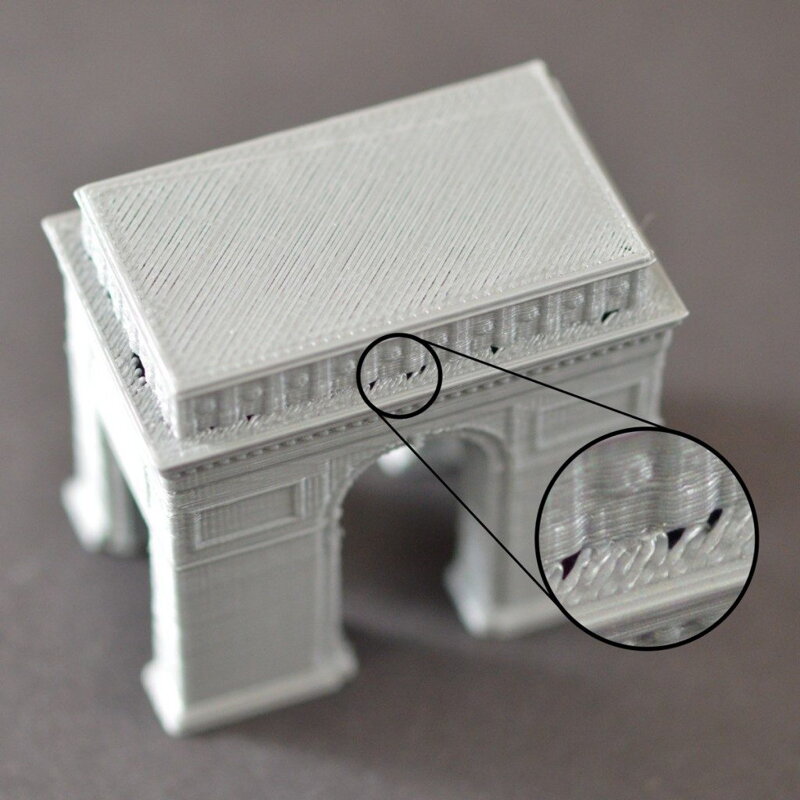
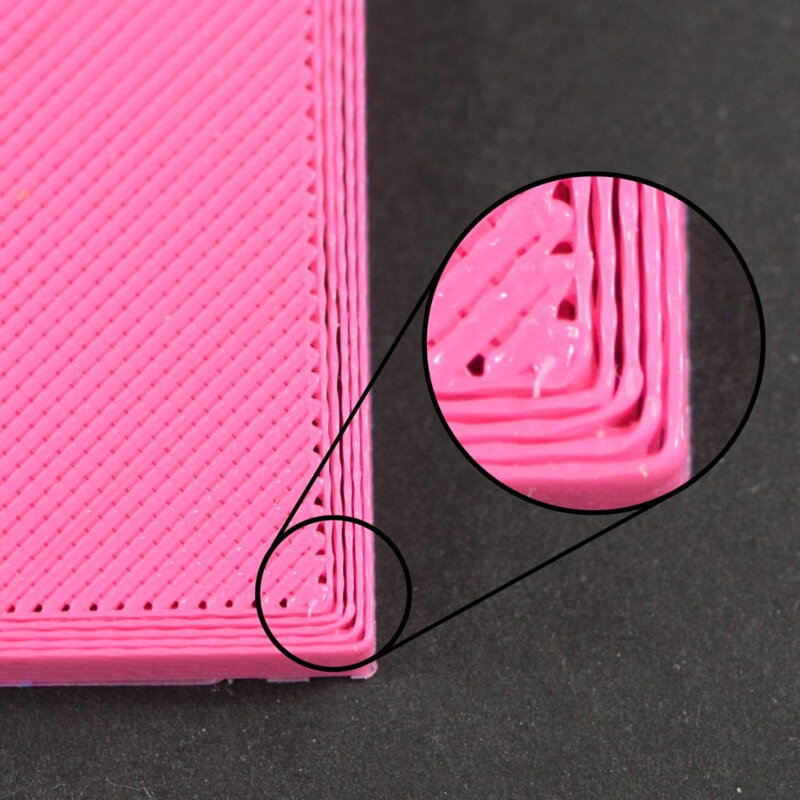
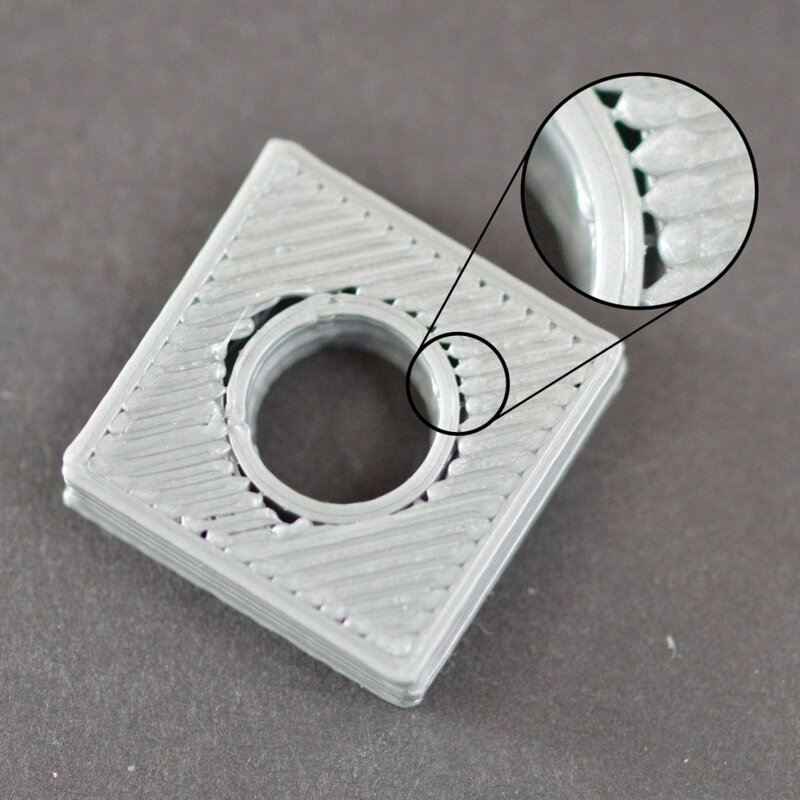
Díry a mezery v dolních rozích – pokud ušetříme materiál na základech, kde je nová vrstva menšího rozměru než vrstva předchozí.
Řešení: přidání dalších vrstev perimetru, přidání horních vrstev, aby se zamezilo propadání prázdných míst výplně, dostatečná výplň (ne méně než 20 %), zlepšení chlazení výtisku.